The Volvo Group’s plant in Skövde produces some 300 engines a day. The heavy-duty 13- and 16-liters engines are delivered to assembly plants where they are installed in trucks that are sold in Europe and the rest of the world.
The following pictures shows the complicated process that transforms sand and scrap metal into advanced engines developing as much as 750 horsepower, capable of pulling loads of 200 tonnes.
Building a modern diesel engine is a complex process comprising a number of stages, including casting, machining, assembly, testing and painting. The two largest components are the cylinder block (also known as the engine block) and the cylinder head. They are each cast in one piece
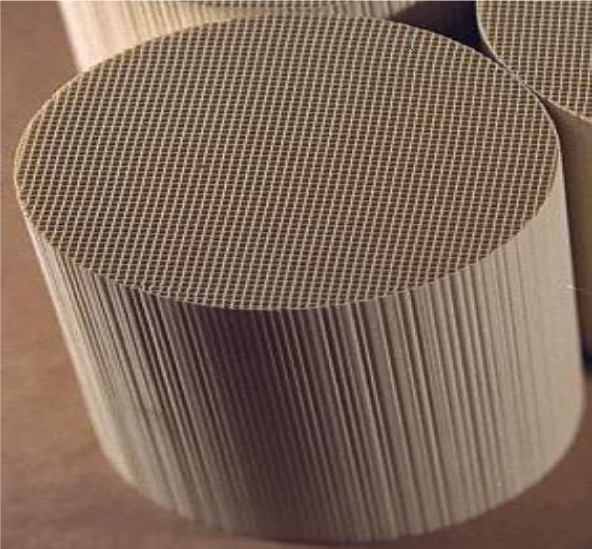
The finished castings contain cavities with complicated shapes through which the pistons move up and down, for example. To create these cavities, cores of different kinds made of hardened sand are produced and they are then put in the casting moulds
The cores are submerged in a bath containing a mixture of water and fireproof material. The process is known as ceramic slurry coating and it gives the cores a coating that improves the surface finish of the casting
The human touch. The operators pass their hands over the boxes of cores for the cylinder heads. They are feeling for any rough spots that could lead to defects in the castings
At the next station, robots pack the cores that have passed inspection in what are known as collection boxes that move on to ceramic slurry coating
These boxes have been placed in casting moulds made of sand which has been compacted at pressure of 200 tonnes. The sand in the casting moulds can be re-used between four and five times, after which it is disposed of. Every day, the plant takes delivery of approximately 100 tonnes of sand for use in engine production
The old foundry. Ten times an hour, raw material and foundry coke are fed into the smelting plant. The smelting furnaces are cooled with 6,000 litres of water a minute. The molten metal is then taken to three holding furnaces (shown here). From the holding furnaces, the molten metal is transported to the actual casting process, where it is poured into the moulds
The new foundry was inaugurated in 2010. The paint on the walls is still white, indicating that this work environment has very little in common with the one in the traditional foundry. Only cylinder heads are produced here and the process is largely automated
The sand boxes are placed in water-filled steel chill moulds in which the solidification speed of the iron can be controlled. As a result of water cooling, some 50 per cent of the energy that is used can be recovered
The next stage involves machining the castings. This begins with rough-machining in a number of stages. The chips are taken back to the foundry and melted down
Prior to precision machining, the components are washed and parts such as the camshaft bearing housing and plugs are fitted. Every stage is checked in detail both manually and in measurement equipment
After precision machining, the finished product undergoes a final inspection. About half the machined parts are delivered to the company’s own engine production in Skövde. The remainder are supplied to other engine plants in the Volvo Group
The assembly section at the plant is a separate world. There are main lines for the 13-litre and 16-litre engines. A number of shorter lines on which components like the pistons are assembled are connected to the main lines
Niklas Berggren can be seen here installing injectors on a 13-litre engine
A robot lowers a piston with connecting rods into the cylinder block. Robots are used for many of the assembly procedures
The high point for engine lovers. The cylinder head is fitted to the cylinder block
Anders Johansson attaches the gears that are part of the engine transmission. After several more stations, what is known as basic assembly is complete and the interior of the engine is finished
After basic assembly and intermediate storage, the exterior parts of the engine are fitted. Malin Johansson can be seen here fitting the frame
Test on a carousel. While one engine is test driven in the testing chamber, the next engine is prepared. The floor then rotates and the next engine enters
The engine is masked and painted. The cast and machined components have now passed through a total of 84 different stations in the space of around four hours. Along the way, the heavy blocks of metal have been transformed into a finished diesel engine